ステライト6番肉盛り溶接の希釈の実態とは?
2025.05.26
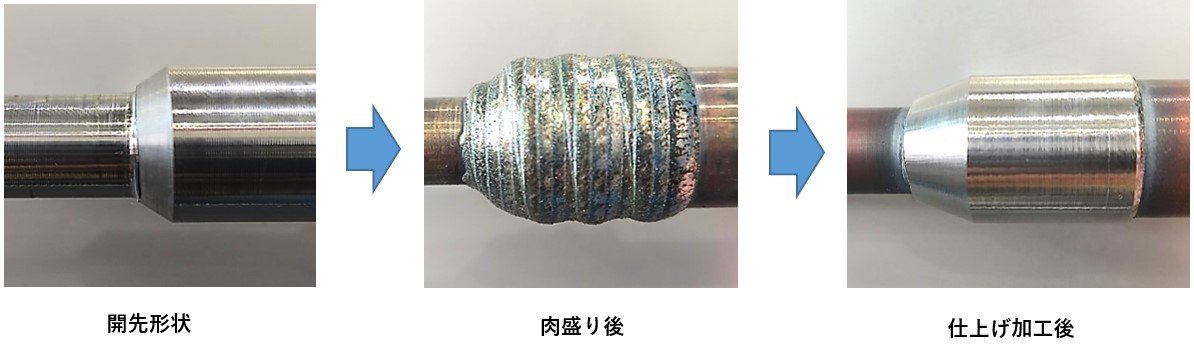
熱間鍛造金型の世界では、その特に傷む場所に、部分的に耐熱性を持たせるため、
コバルト基の「ステライト6番」を肉盛り溶接する、
これはとてもよく使われる手法だと思います。
そのステライト6番、希釈しすぎていませんか?
溶材成分に対して母材の成分が混ざることを「希釈」といいます。
ステライト6番を肉盛り溶接しているにも関わらず
希釈により、その性能を発揮できていない可能性がありませんか?
というのが、上記の問いかけです。
一般的には、ステライト6番は
ティグ溶接で実施されることが多いのではないでしょうか。
当社の場合、レーザー溶接またプラズマ溶接でのアプローチになりますので、
やや難易度が上がりますが、この記事では
よく聞かれる溶接の希釈について実態調査したいと思います!
まずはプラズマ溶接から・・
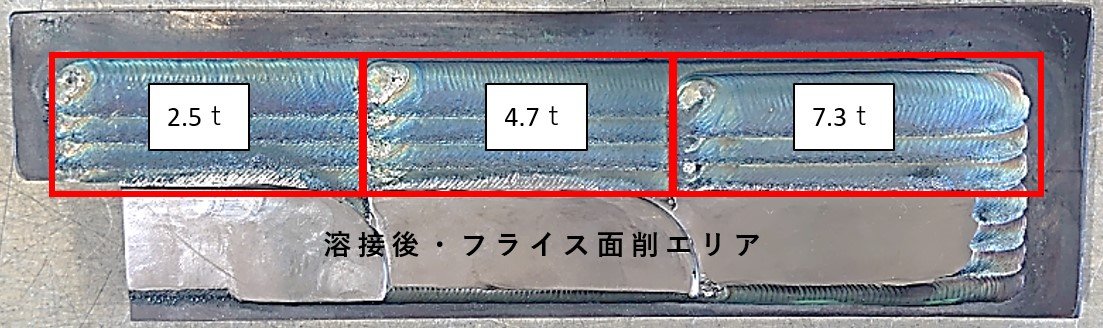
画像左から1層・2層・3層盛りをして、厚み違いの段々施工をしています。
プラズマ溶接はティグ溶接に近いので、
溶け込みはしっかりと3mm程度有します。
次に、フライス切削したエリアで、それぞれの成分を調べてみました。
ステライト6番本来の成分が、一番右の列です。コバルトが主成分(残%成分)で、
タングステンが約4%、クロムが約30%です。
| 含有元素(%) | 母材(DH31) | 1層目 | 2層目 | 3層目 | ステライト6番の成分 |
| Mo(モリブデン) | 3.03 | 0.31 | 0.17 | 0.11 | 0.04 |
| W(タングステン) | - | 3.77 | 3.96 | 4.04 | 3.97 |
| Ni(ニッケル) | - | 0.59 | 0.6 | 0.81 | 0.7 |
| Co(コバルト) | - | 57.59 | 61.36 | 62.39 | BAL |
| Fe(鉄) | 89.76 | 9.1 | 4.23 | 2.3 | 0.93 |
| Mn(マンガン) | 0.58 | 0.46 | 0.35 | 0.37 | 0.4 |
| Cr(クロム) | 5.4 | 27.68 | 29.03 | 29.72 | 29.2 |
| V(バナジウム) | 0.87 | 0.13 | 0 | 0 | 0 |
1層盛りの成分を見てみましょう。
母材の鉄が10%程度混ざりこみステライトらしさがやや失われているのが分かります。
これが「希釈」です。
成分が薄まるということは、
つまりステライト6番としての性能も低下した状態である、といえます。
これが2層、3層と肉盛り層を重ねていくと、コバルト数値は上がり、鉄の数値は下がり、
100%ステライト6番にはなっていませんが、性能が上がっていくわけです!
では続いて、レーザー溶接を見てみましょう。
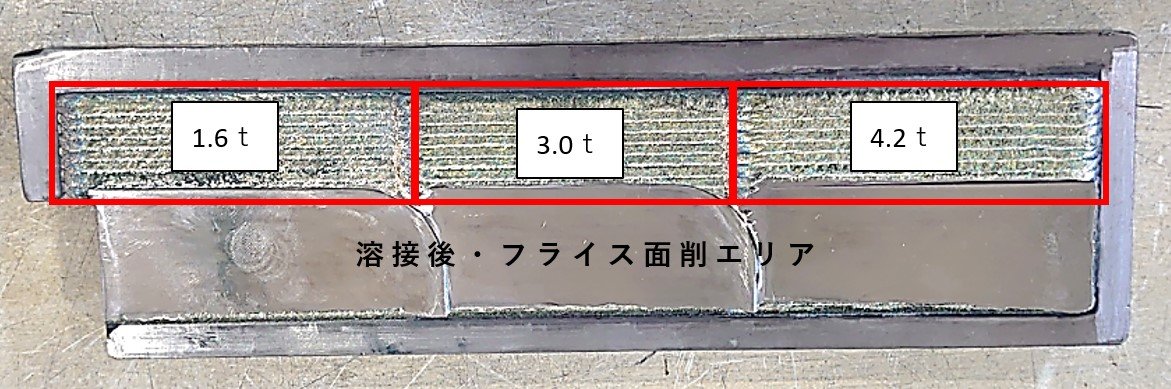
レーザー溶接になると、溶け込みはコンマ代であることが多いですが、
今回は溶接厚みが高いため、あえて高い出力で実施しましたので、希釈状態は
プラズマ溶接と似たり寄ったりでしたが、溶け込み深さはそれでも1.5mmと薄くなりました。
このように、溶接品質というのは、溶接機の種別やスペックが大きく影響はしつつも、
同じくらい、溶接条件も影響を及ぼすものだということが、
溶接の品質管理を行う立場としては、とても大事な認識になります。
まとめ
ステライト6番の肉盛り溶接を通して希釈について
お伝えしてきました。
1層目だとステライト6番の成分が薄まっていることが
お分かり頂けたかと思います。
現状の部品で仕上がった表面が
ステライト6番の成分に限りなく近い状態にできていますか?
当社ではプラズマ溶接とレーザー溶接があるので
案件に応じて使い分けができます。
同じステライト6番の肉盛り溶接でも
希釈が最も小さいと言われるレーザー溶接を選択して溶接条件を精査すれば、
従来より良い結果が出るかもしれません。
割れやすいステライト1番でも低希釈で溶接してみました。
↑クリックで詳細コラムを見れます。
当社でのステライト6番の肉盛り溶接を
試したい場合は下記よりお問い合わせください。
お問い合わせお待ちしております。