銅とアルミの突合せ溶接は可能なのか!?
2026.03.11
「異種材接合」の中でも、「銅」と「アルミ」の接合を行う場合、
熱伝導率も融点も銅の方が高い為、銅に熱が入りきらず上手く溶けなかったり、
銅とアルミの素材境界で、脆い金属間化合物が形成され割れやすいといった
難しい特徴があります。
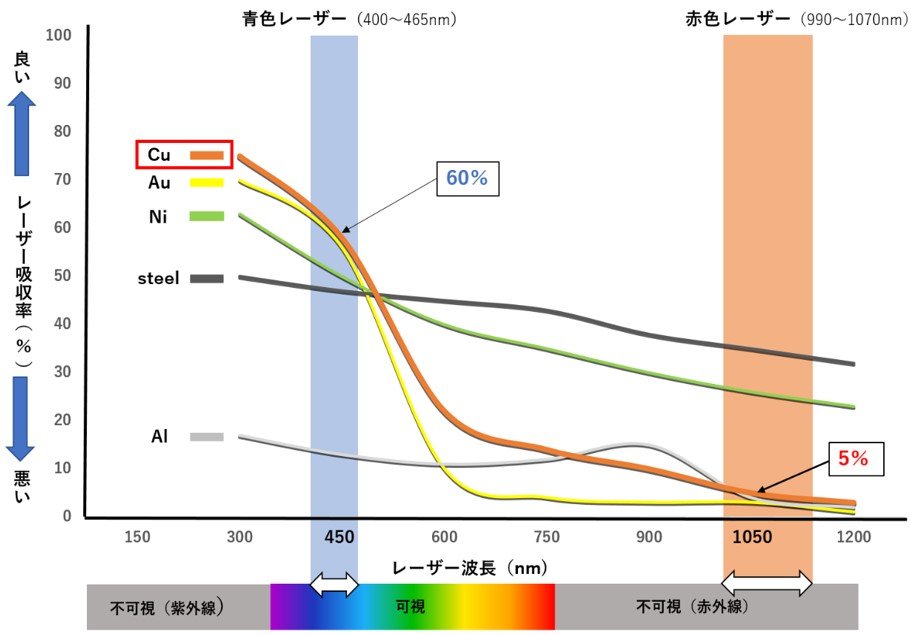
素材「銅」「アルミ」といえば、レーザーの中でも「ブルーレーザー」を
使用するのが良いでしょう!
このコラムでは、銅とアルミの突合せ溶接結果や引張試験結果について、
お伝えしていきます。
ブルーレーザーを使用した銅とアルミの突合せ溶接
接合に使用した材質と板厚は以下になります。
| 材質 | 板厚 |
| アルミの板材(A5052) | 2mm |
| 銅の板材(C1020) | 2mm |
 「溶接時の様子」
「溶接時の様子」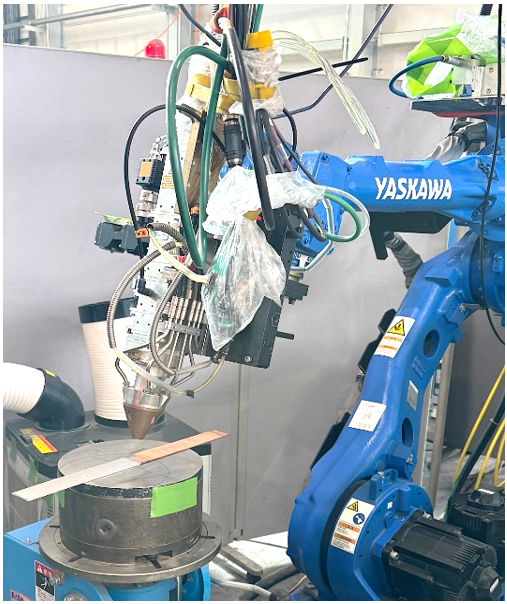 板材の短辺側を、弊社保有のブルーレーザーにて突合せ溶接を行いました。
板材の短辺側を、弊社保有のブルーレーザーにて突合せ溶接を行いました。
レーザーは両面照射で接合を行っています。
下画像の様に溶着させる事が出来ました。

その後、突合せ溶接継手の引張試験の為に「1A号試験片」の形状に加工した物が下図になります。
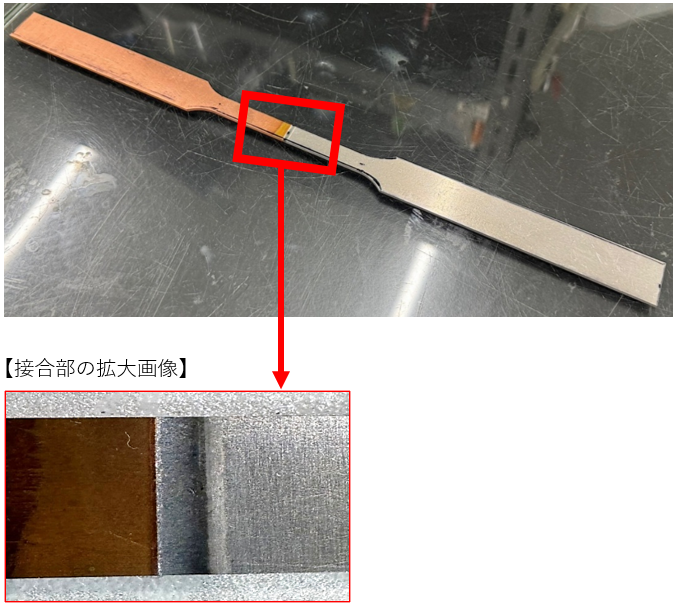
接合部は幅12㎜程度です。
外観としてはきれいに接合できているようです。
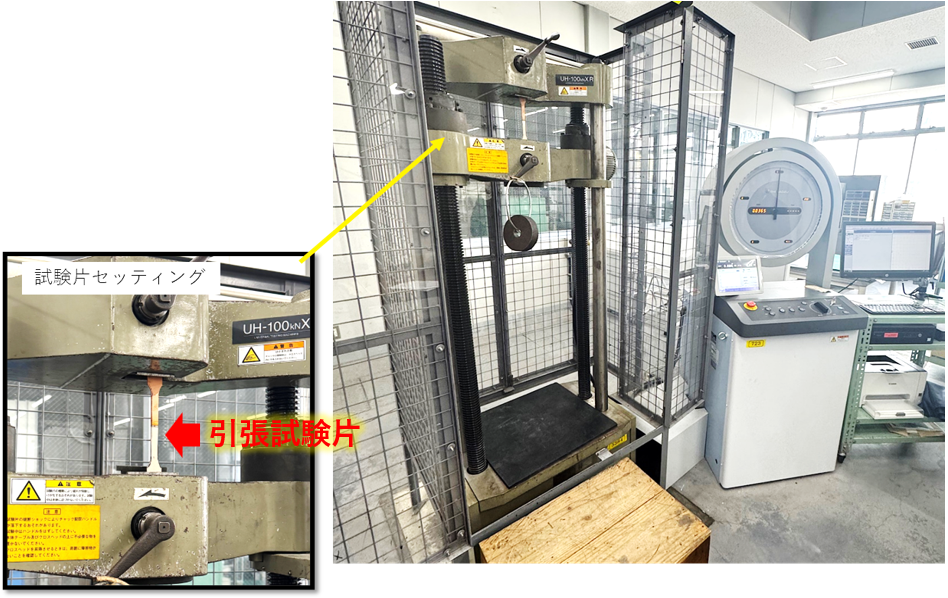
突合せ溶接引張試験結果
実際に引張試験を行った結果をご覧下さい。
| 試験機 | 引張速度 |
| 島津製作所製 型式UH-100kNXR | 30mm/min |
引張試験結果は以下の通りです。
| 最大荷重 | 引張強さ(最大点応力) |
| 1.08 kN (約110kg相当) | 45.08 N/mm2 |
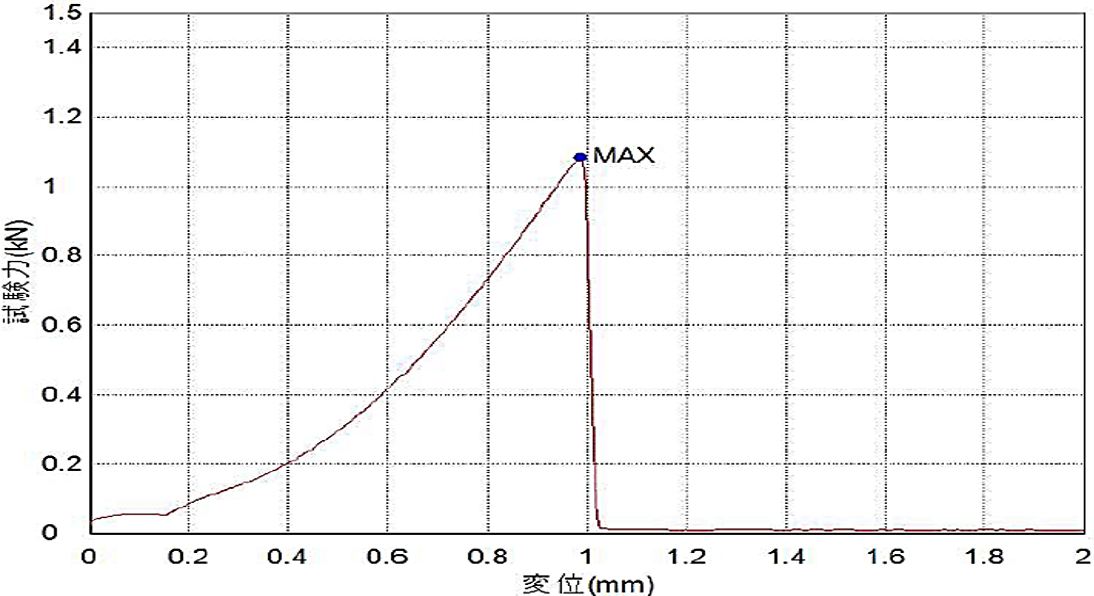
今回の接合品は、最大荷重100kg程度の強さで接合できていると分かりました。
この強度数値をどう考えるか・・・に正解はありません。
目的に依っては強度不足と判断されるかもしれませんが、
ブルーレーザーでのトライ結果として、是非参考にして頂ければ幸いです。
また今回、2mm厚みのC1020とA5052サンプルで両面から接合しましたが、
厚みや材質、スポット径などが変わると、接合結果も変わりますよ!
テストしたい材質の組み合わせはありませんか?
下記から是非お気軽にご相談ください。