溶接終端割れ防止の方法とは?あっ!と驚く改善策をご紹介
2025.06.23
溶接の終端割れで悩んでいませんか?
溶接を機械的に行うと、始点と終点、ここが一番難しいですよね。
特に「終端欠陥」はレーザーのような高速溶接だとコントロールも
難しく盛り材によって様相も様々です。
この記事ではステライト21番のレーザー肉盛り溶接を事例に、
安心な施工をサポートする、便利なティーチングソフトについて紹介します。
溶接の起動編集が簡単にできるイメージがつきますよ。
まず下の写真を見てください。
①はレーザー溶接で1本ビードを、施工した写真です。
②は1本目のビードの横に計3本施工した、溶接終端部分の写真です。
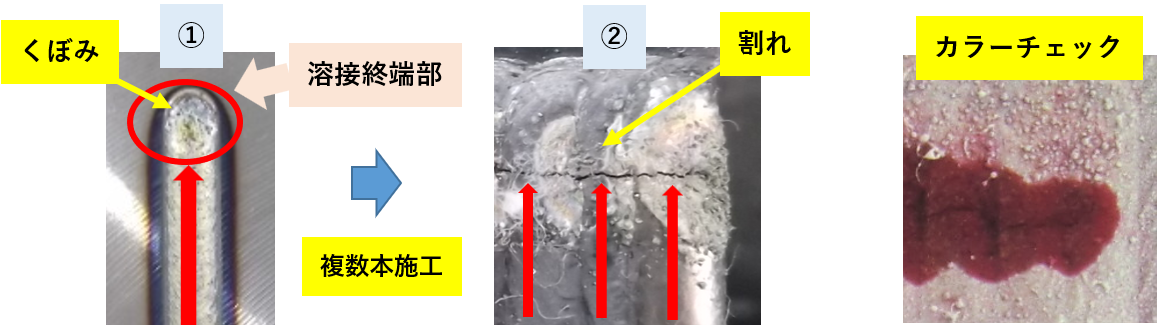
②の写真は、終端部を横断するように亀裂が発生していることがわかります。
割れの原因は様々ですが、今回は終端欠陥であることから、恐らく溶接終了時の
溶融プールの凝固速度や応力の状態に問題があり生じた微細な亀裂が、
すぐ隣にも同様の欠陥が潜んでいたため、それが繋がってしまった状態と推測します。
現象は、粉末や母材の材質性状、予熱の有無、出力や粉末供給量など様々なパラメータで変わります。
この状態に、更に多層盛りしたらどうなるのか・・・?
下の画像はステライト21番を同一方向に5本施工した、1層目と2層目の写真です。
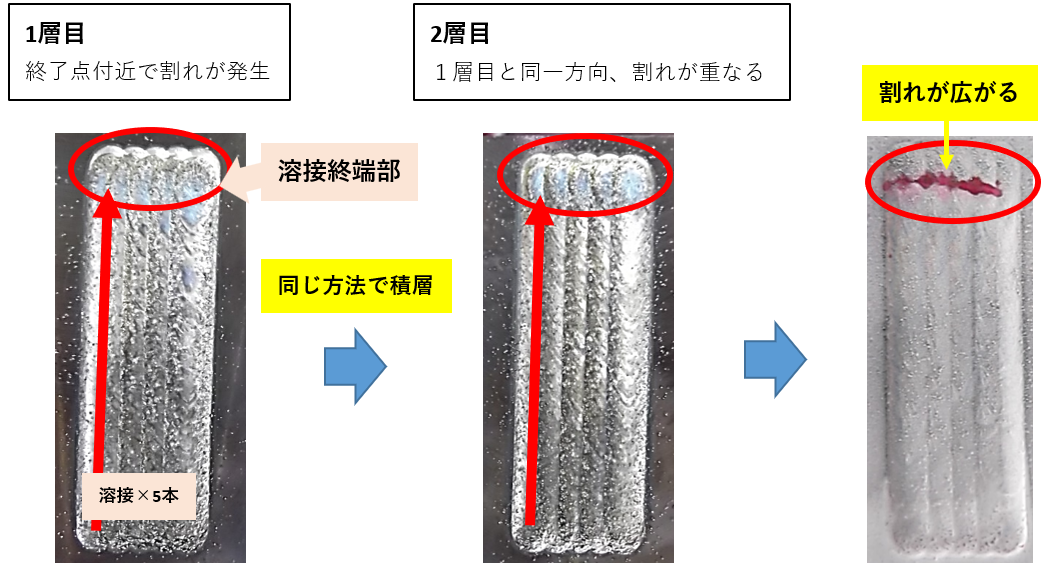
この溶接条件では1層目を施工した時に、溶接終了点に欠陥が発生して、
2層目を重ねることでさらに欠陥が広がっています。
1層目で気づけばよいですが、見逃していたら多層盛りして完成だと思ったら
終端部で全層割れていた・・・なんてことになったら悲劇です。
これが改善策!!
では、簡単にできる対処策、ティーチングソフトをご紹介しましょう。
実は、2層目の溶接方向を1層目と逆方向に施工することで対処可能なんです!
「え、簡単過ぎる・・・」と思いましたよね?
発見なんてそんなものです。
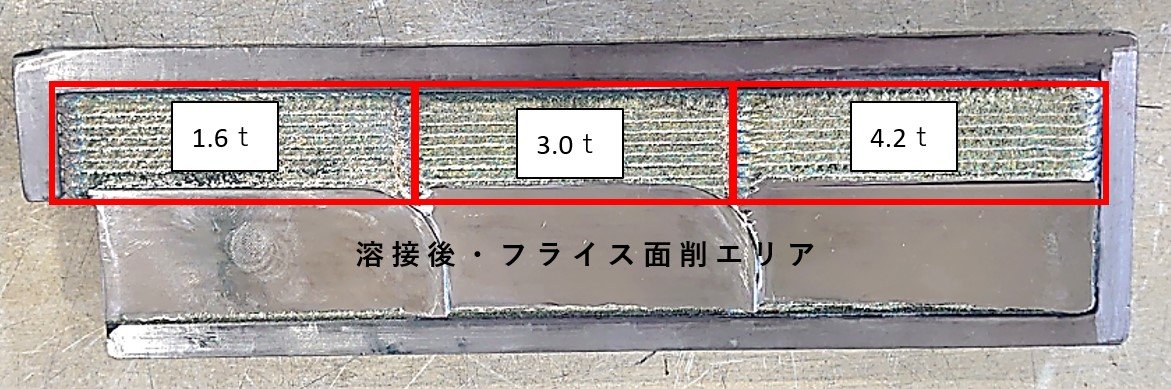
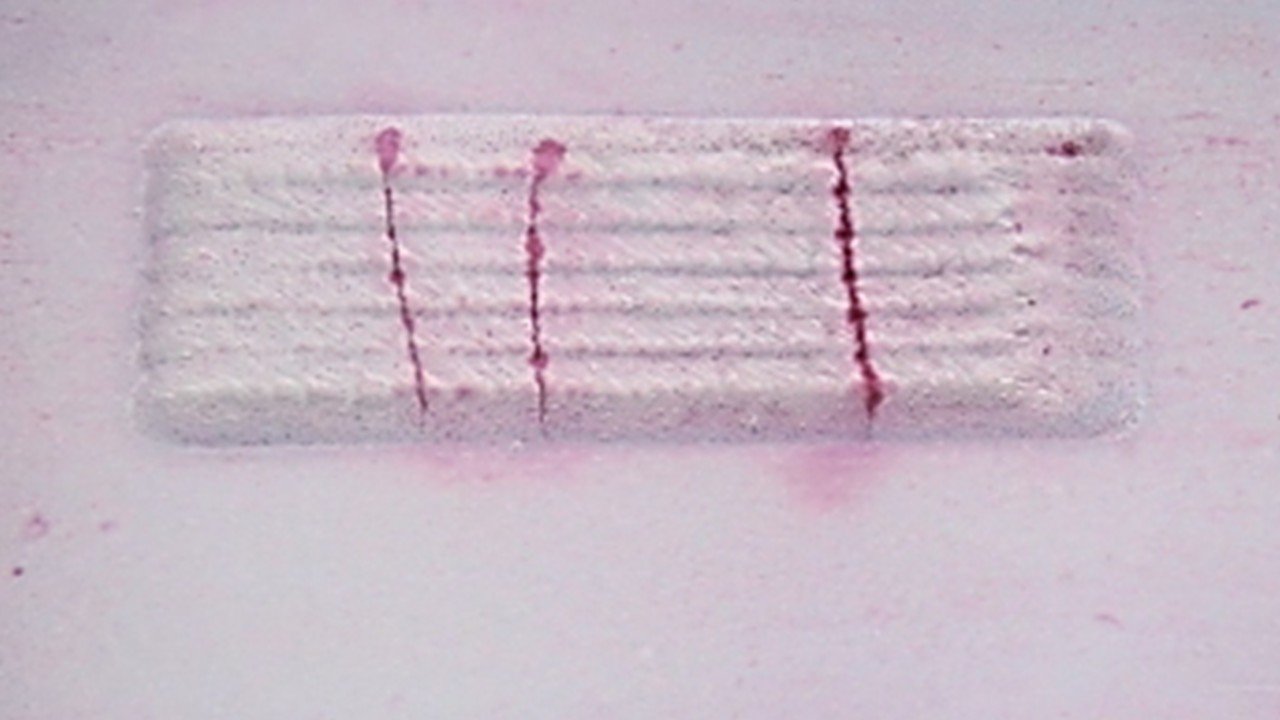
実際、下の写真のように割れが消えてしまいます。
施工方向以外は、同じ溶接条件です。
ただステライト#21は柔らかい素材なので、特にこの手法が効きやすいです。

このように金属が溶け合う溶接においては、ささいな条件の変更で
溶接の仕上がりが変わり、「溶接方向」というのもその一つなのです。
これは溶接の難しい部分でもありますが、おもしろいところです!
今回の逆方向への施工も、溶接条件の選定は経験が必要ですが、
溶接の軌道編集自体は実はとても簡単にできます。
その秘密は当社が開発した、「特盛りくん」にあります。
母材や金型の3DCADのデータまたは金型実物を3Dスキャンしてパソコンに読み込み、
溶接面を視覚的にとらえてティーチングや施工シミレーションをすることができます。
※当社には3Dスキャンを活用してリバースエンジニアリング事業もあります。
詳細はここをクリックしてください。
その機能の一つに、「溶接順序正逆」機能もあり、これにチェックを入れれば、
- 偶数層と奇数層の方向逆転
- ビード1本1本の方向逆転
どちらも簡単に設定が可能です。
如何でしたか?
読んでしまえば簡単なことですが、
せっかく便利なツールがあるなら、使わないと損ですよね!
是非お問い合わせください。