鋳物への溶接を予熱無しでやってみた結果・・・【耐食編①】
2025.12.22
鋳物の溶接って難しいですよね?
理由としては
- 盛り材との熱膨張の差が大きく割れやすい
- 内部に巣や不純物が入りやすい
- 炭素量が多く白銑化(はくせんか)しやすい
などが挙げられます。
※白銑化とは硬く脆くなることを言います。
また、従来のアーク溶接などでは、高温の予熱が必要であることが多く
しかしそれでも、求める品質を出すのは困難な材料といえます。
そこで本日は当社設備、肉盛りくんを使って
鋳物溶接にチャレンジした内容をお伝えします。
以下、詳細です。
| 母材 | 母材サイズ | 溶接範囲 | 溶接厚み | 溶接材料 |
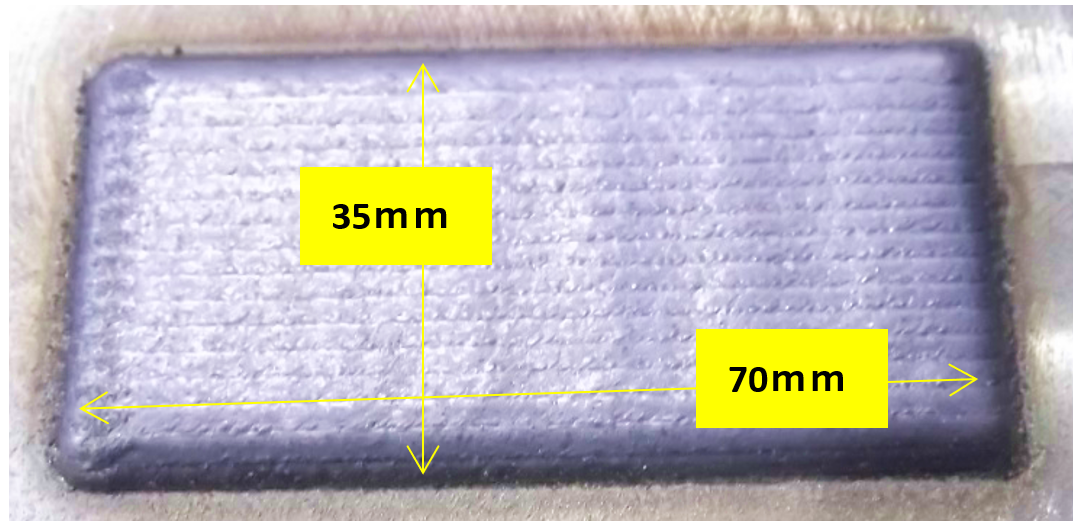
| FCD500(ダクタイル鋳鉄) | 20×100×50(h) | 約70mm×35mmのエリア | 約3mm | 耐食性粉末 |
予熱無しでの溶接でしたが
下の写真の通り、きれいな外観で肉盛りできました。
次に母材境界面まで切削して、肝心の内部を見ていきましょう。
表面がきれいでも内部が巣だらけでは意味がありませんからね。
左下の画像は左半分は厚み2mmまで切削、右半分赤枠は母材境界面まで切削しました。
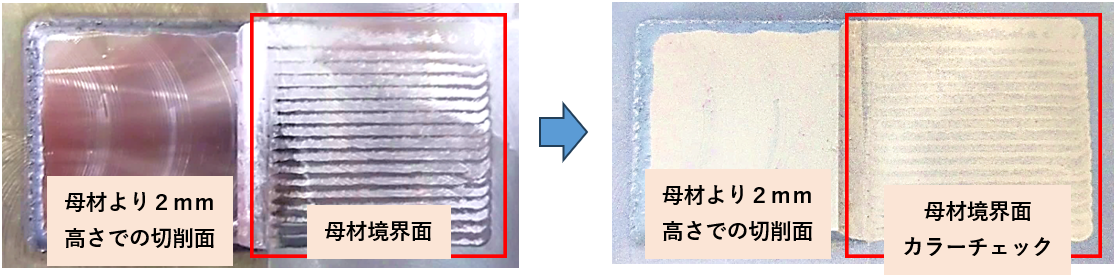
右上のカラーチェック画像でもわかるように、割れに進展した欠陥もありませんでした。
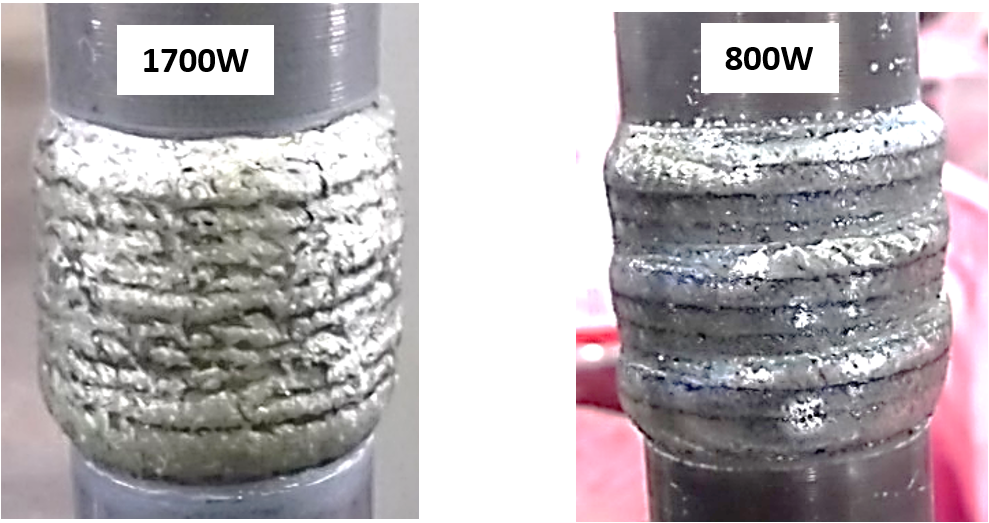
これは、レーザー溶接の局所入熱特性と、
『肉盛りくん』ロボットによる、安定制御の賜物といえます。
いかがでしたか?
当社の『肉盛りくん』で、鋳物の高機能化、やってみませんか?
是非お問い合わせください。
そのほか鋳物溶接に関する記事はこちら
↓↓↓
鋳物へのレーザー溶接【耐摩耗編】