予熱レス?!鋳物へのレーザー溶接とは!【耐摩耗編②】
2025.12.22
鋳物の溶接を予熱無しでやってみたことありますか?
盛り材との熱膨張の差が大きく割れてしまうことが多いと思います。
また「うまく溶接できた!」と思っても内部を見てみると
巣ができていることもあります。
従来のアーク溶接などでは、前提として
高温の予熱が条件になっていることも多いです。
前提を満たしても、鋳物は求める品質を出すのは困難な材料といえます。
そんな鋳物の溶接に当社のレーザー溶接設備『肉盛りくん』で、チャレンジしました!
このコラムでは、チャレンジした結果をお伝えします。
肉盛り詳細
| 母材 | 母材サイズ | 溶接範囲 | 溶接厚み | 溶接材料 |
|
FCD500(ダクタイル鋳鉄) |
20×100×50(h) | 約100mm×20mmのエリア | 約3mm | SKH51系粉末 |
こちらの肉盛り内容を紹介します。
下の写真のとおり、右半分は厚み2mmまで切削、左半分赤枠は母材境界面まで切削しました。
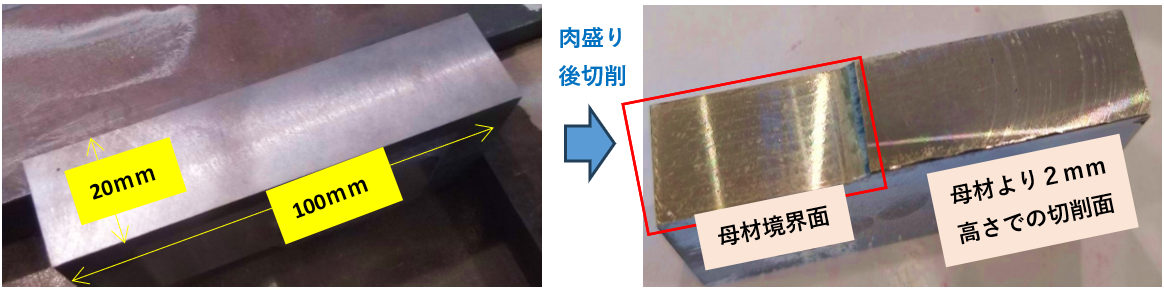
割れに進展した欠陥もなく良好な品質です。
硬度もHRC63前後あります。
赤枠の母材境界面も、割れや目立った欠陥は発生していません。
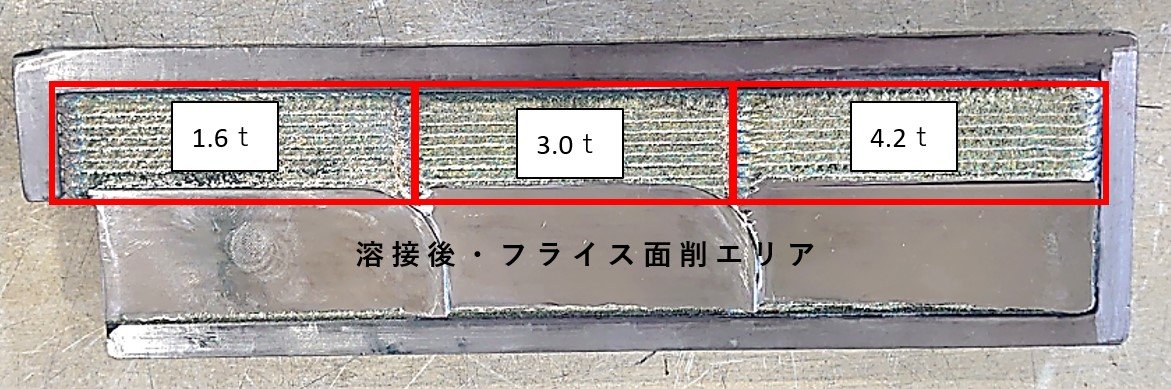
更に下の写真は横断面ですが、ここでも良好な品質が確認できます。

これは、レーザー溶接の局所入熱特性と、
『肉盛りくん』ロボットによる、安定制御の賜物といえます。
いかがでしたか?
- 予熱無し
- 巣無し
- 品質問題無し
三拍子揃っています。
鋳物を部分強化したい案件ありませんか?
是非お問い合わせください。
そのほか鋳物溶接に関する記事はこちら
↓↓↓